Automatyczna korekta położenia detalu i znakowanie laserowe
Znakowanie laserowe to nie tylko kwestia odpowiedniej mocy wiązki, ale coraz częściej – precyzyjnej lokalizacji obiektu. W niżej opisanej aplikacji dotyczącej znakowania mikrokomponentów dla branży medycznej, to właśnie system wizyjny o wysokiej rozdzielczości stał się „mózgiem” całego procesu.
Masz pytania lub chcesz omówić swój projekt związany z korektą położenia detali?
Skontaktuj się z nami! Nasi eksperci są gotowi, by pomóc Ci znaleźć idealne rozwiązanie wizyjne.
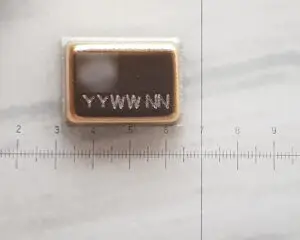
W opisywanej aplikacji wykorzystano kamerę inteligentną IS9912M. Wybór modelu o rozdzielczości 12 Mpx nie był przypadkowy – przy komponentach o wymiarach 2×3 mm, każdy piksel ma znaczenie dla końcowej dokładności pozycjonowania. Z aktualnej oferty firmy Cognex polecilibyśmy kamery IS3816M lub IS8912M.
Rola systemu wizyjnego w tym procesie wykracza poza zwykłą inspekcję:
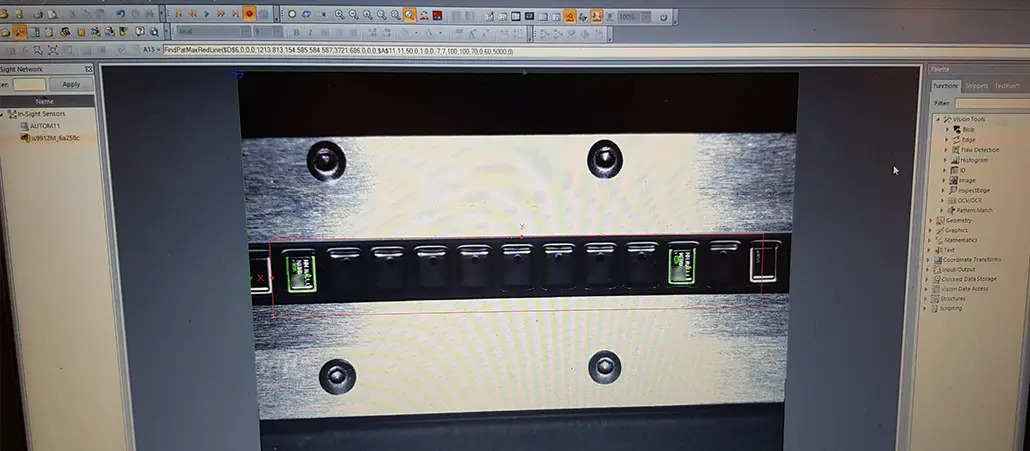
Sercem opisywanego rozwiązania jest system wizyjny Cognex In-Sight, który wykorzystuje opatentowane narzędzie do lokalizacji wzorców PatMax. Choć narzędzie to idealnie sprawdza się w zaawansowanych aplikacjach robotycznych, tutaj jego rola jest identyczna – system musi precyzyjnie zlokalizować wyuczony wzorzec i zwrócić jego współrzędne. Jedyną różnicą jest fakt, że zamiast do kontrolera robota, dane te są przesyłane bezpośrednio do znakowarki laserowej. Należy jednak podkreślić, że domyślnie system wizyjny operuje na pikselach, a nie na jednostkach „świata rzeczywistego”. Kluczowym aspektem tej aplikacji jest przeprowadzenie kalibracji nieliniowej, która pozwala nie tylko na precyzyjne przeliczenie pikseli na milimetry, ale również niweluje wpływ perspektywy oraz dystorsji obiektywu. W procesie tym niezwykle ważne jest także „wyrównanie” środków układów współrzędnych znakowarki i systemu wizyjnego oraz uzgodnienie przebiegu ich osi X i Y. Sam program tworzony jest w środowisku Spreadsheet, które w swojej strukturze jest arkuszem kalkulacyjnym. To właśnie dzięki temu w czytelny sposób w określonych komórkach generowane są ostateczne, przeliczone współrzędne, które następnie można w prosty sposób przesłać do urządzenia znakującego, korzystając z jednego z wielu dostępnych protokołów komunikacyjnych (np. Ethernet TCP/IP, Ethernet IP lub Profinet).
Lokalizacja wieloelementowa: Kamera analizuje całe pole robocze, odnajdując do 10 detali w jednym cyklu akwizycji.
Kompensacja przemieszczeń: System wykrywa przesunięcia liniowe oraz rotację komponentów, które nie są sztywno zamocowane w gniazdach.
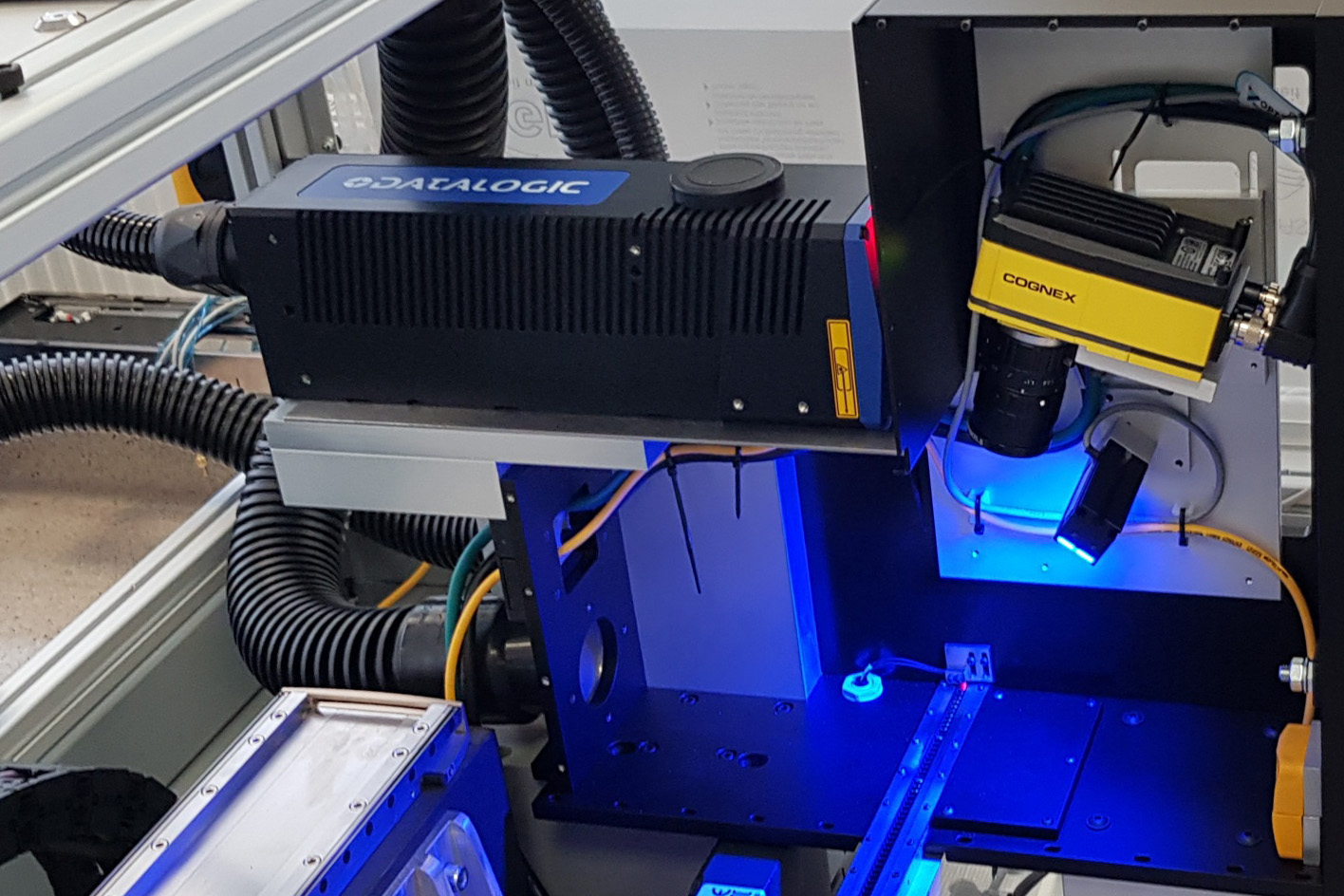
Sterowanie procesem: Za pośrednictwem protokołów komunikacyjnych (np. Ethernet TCP/IP, Profinet), kamera przekazuje precyzyjne koordynaty do systemu znakującego AREX400 firmy Datalogic.
Przewaga dzięki wysokiej rozdzielczości
Zastosowanie matrycy 12 Mpx pozwoliło na uzyskanie dużego pola widzenia przy zachowaniu submilimetrowej precyzji. Dzięki temu system może pozycjonować laser z dokładnością do 0,1 mm, co w przypadku mikroelementów „pływających” w gniazdach jest wynikiem nieosiągalnym dla kamer o mniejszej rozdzielczości przy wymaganym polu widzenia.
Podsumowanie
Ten przypadek użycia pokazuje, że nowoczesny system wizyjny w procesach znakowania laserowego przestaje być tylko opcjonalnym dodatkiem, a staje się niezbędnym ogniwem zapewniającym elastyczność i najwyższą jakość DPM (Direct Part Marking) w trudnych warunkach produkcyjnych. Choć rozwiązania oparte na analizie obrazu kojarzone są najczęściej z zaawansowanym naprowadzaniem robotów przemysłowych na detal, ich potencjał w systemach znakujących jest równie przełomowy. W tej konfiguracji system wizyjny pełni rolę cyfrowego oka znakowarki, która na podstawie otrzymanych danych wizyjnych potrafi samoczynnie wyliczyć precyzyjne współrzędne oraz kąt obrotu obiektu. Dzięki temu urządzenie automatycznie koryguje położenie znaku w czasie rzeczywistym, eliminując konieczność stosowania kosztownych i sztywnych systemów mechanicznego pozycjonowania. W efekcie proces staje się niewrażliwy na niedokładności w podawaniu detali, co gwarantuje idealne naniesienie kodów i oznaczeń nawet na najbardziej wymagających liniach produkcyjnych
Masz pytania lub chcesz omówić swój projekt związany z pozycjonowaniem detali?
Skontaktuj się z nami! Nasi eksperci są gotowi, by pomóc Ci znaleźć idealne rozwiązanie wizyjne.